Core Machining Principles and Technical Guarantees
All support end machining revolves around a core mechanical principle: providing a precise, unrestrained axial floating space for the thermal expansion of the ball screw shaft, while simultaneously providing stable radial support.
1. Fit Design: The machined journal and the inner bore of the support housing use a clearance fit (e.g., H7/h6), ensuring that the ball screw shaft is supported while allowing it to slide freely in the axial direction.
2. Length Control: During machining, the shaft end length is precisely calculated and reserved to be slightly shorter (usually 0.5-2mm) than the internal width of the support housing. This is the critical safety space for thermal expansion.
3. Limit Design: By machining circlip grooves, steps, or threads, and installing circlips or lock nuts, we prevent the bearing from dislodging under accidental axial force, while not restricting the inward expansion of the ball screw shaft when heated.
4. Process and Inspection: CNC precision turning and grinding processes are used to ensure dimensional accuracy and surface quality. Precision measuring instruments (micrometers, projectors) are used for 100% inspection or strict sampling of shaft diameter, length, groove depth, etc.
Synergistic Value with Fixed End Machining (BK+BF / FK+FF / EK+EF / AK+AF)
We strongly recommend combined machining services for both the fixed and support ends. The synergistic value far exceeds that of separate machining:
Unified Accuracy: Both ends are completed in a single setup or under the same process benchmark, ensuring the coaxiality of the two shaft ends and greatly reducing additional stress and operating noise after installation.
Increased Efficiency: Customers only need to provide one ball screw and the models of both ends to receive a complete set of ready-to-install components, eliminating the hassle of separate procurement, measurement, and coordination. Performance Guarantee: Professional machining ensures that both ends of the ball screw are in their optimal design state, fully unleashing the combined performance of the support bearing and the ball screw, eliminating premature failure caused by poor fit.
The Significance of Choosing Support End Machining Services
Support end machining is an often overlooked but crucial "invisible" service. An unmachined or poorly machined support end can lead to the ball screw having nowhere to expand when heated, resulting in noise and increased wear in mild cases, and ball screw bending, bearing damage, and motor overload in severe cases.
Our service transforms this risk point into a reliability guarantee. Whether it's the ultra-precise FF end or the AF end used in miniature equipment, we use professional processes to realize its design intent. Choosing our support end machining is like purchasing "thermal management insurance" for your long-stroke, high-dynamic equipment – a smart investment for achieving long-term stable and maintenance-free operation.
Note: To ensure zero machining errors, please provide the ball screw model, total length, and the specific fixed end and support end bearing models (e.g., SFU1605, L=1000mm, with BK12 fixed end and BF12 support end) when inquiring or placing an order.
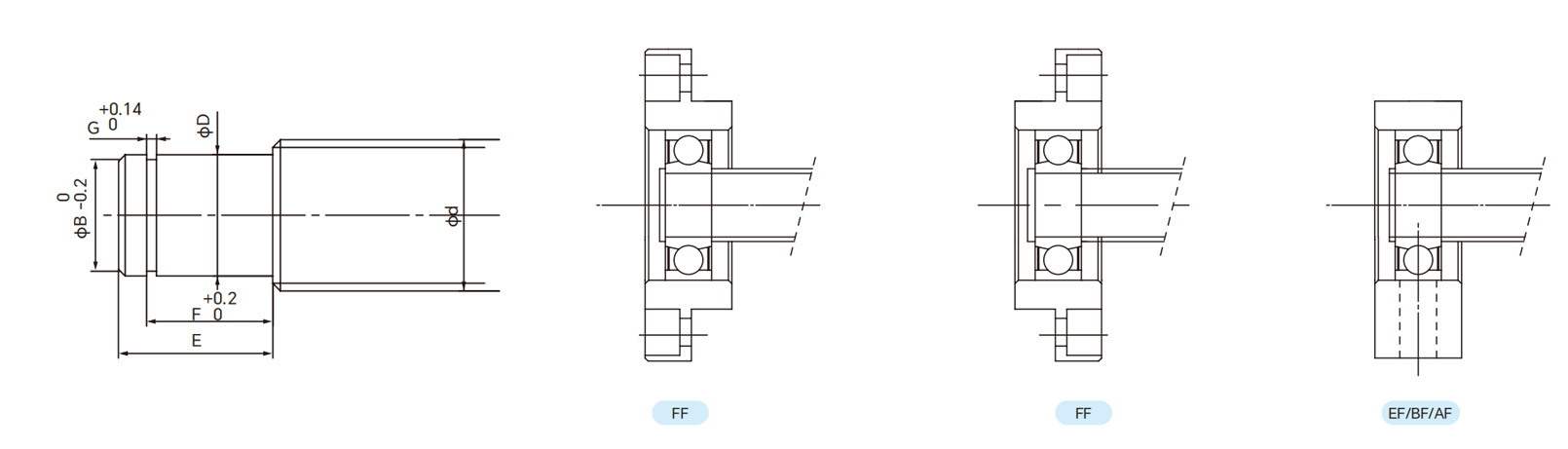
Parameters
| Model No. |
Shaft Support
OD |
Shaft Support OD |
|
| FF |
EF |
BF |
AF |
d |
D |
E |
B |
F |
G |
| FF06 |
EF06 |
- |
- |
8 |
6 |
-0.005
-0.012 |
9 |
5.7 |
6.8 |
0.8 |
| - |
EF08 |
- |
- |
10 |
6 |
-0.005
-0.012 |
9 |
5.7 |
6.8 |
0.8 |
| FF10 |
EF10 |
BF10 |
AF10 |
12/14/15 |
8 |
-0.006
-0.014 |
10 |
7.6 |
7.9 |
0.9 |
| FF12 |
EF12 |
BF12 |
AF12 |
14/15/16 |
10 |
-0.006
-0.014 |
11 |
9.6 |
9.15 |
1.15 |
| FF15 |
EF15 |
BF15 |
AF15 |
18/20 |
15 |
-0.006
-0.014 |
13 |
14.3 |
10.15 |
1.15 |
|
| FF17 |
- |
BF17 |
- |
20/25 |
17 |
-0.008
-0.015 |
16 |
16.2 |
13.15 |
1.15 |
|
| FF20 |
EF20 |
(BF20)Note |
AF20 |
25/28/30 |
20 |
-0.008
-0.015 |
19(16) |
19 |
15.35(13.35) |
1.35 |
|
| FF25 |
- |
BF25 |
- |
30/32/36 |
25 |
-0.008
-0.015 |
20 |
23.9 |
16.35 |
1.35 |
| FF30 |
- |
BF30 |
- |
36/40 |
30 |
-0.008
-0.015 |
21 |
28.6 |
17.75 |
1.75 |
| - |
- |
BF35 |
- |
40/45 |
35 |
-0.008
-0.015 |
22 |
33 |
18.75 |
1.75 |
| - |
- |
BF40 |
- |
50 |
40 |
-0.008
-0.02 |
23 |
38 |
19.95 |
1.95 |
Drawings
 English
English Português
Português русский
русский Español
Español
 The LMHC-L-UU series linear bearing is a high-performance linear bearing that combine...
The LMHC-L-UU series linear bearing is a high-performance linear bearing that combine... The LMFC/LMKC series linear bearing is a special type of linear bearing with a flange...
The LMFC/LMKC series linear bearing is a special type of linear bearing with a flange... The LMHP-L-UU series linear bearing is a pinnacle of design, combining four key featu...
The LMHP-L-UU series linear bearing is a pinnacle of design, combining four key featu... The LMFP-L/LMKP-L series linear bearings are linear bearings that combine three core ...
The LMFP-L/LMKP-L series linear bearings are linear bearings that combine three core ... The LMHP-UU series linear bearing is a high-end linear bearing that combines three ke...
The LMHP-UU series linear bearing is a high-end linear bearing that combines three ke...


